


説明
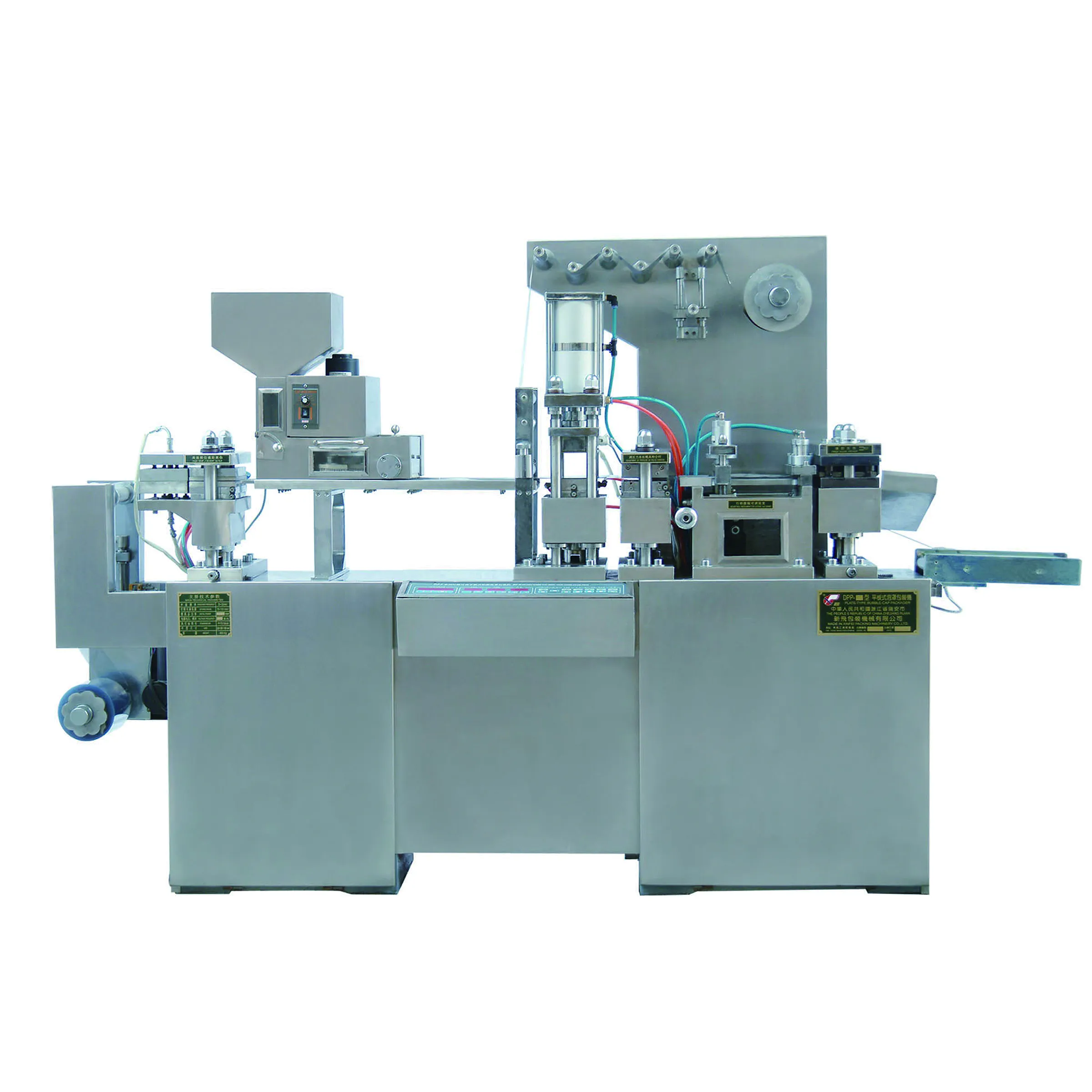
ブリスター包装機は、自動ブリスター包装機械とも呼ばれます。Alu Aluカプセルタブレット包装機械はPLCスクリーン・システム、可変周波数、先進の機能、簡単な操作、高品質を採用します。
タブレットブリスター包装機の技術的パラメータ
|
パンチ頻度 |
ALU PVC用20 - 40倍/分 |
|
容量 |
2400 - 4200のブリスター/ H |
|
ストローク |
標準的なタイプ:& |
|
フォーメーションエリア |
150 * 110 mm |
|
成形深さ |
20 mm |
|
包装材料 |
PVC / PVDC / PET : 260 * 0.25 ( 0.15 - 0.5 ) mm PTPアルミ箔:260 * 02 mm |
|
包装材料 |
PVC / PVDC / PET : 260 * 0.25 ( 0.15 - 0.5 ) mm PTPアルミ箔:260 * 02 mm |
|
電源 |
3段階380 Vまたは220 V 50 Hz 5.7 KW(カスタマイズ可能) |
|
空気圧縮機 |
0.0.15 m 3 / min(自己準備) |
|
マシンサイズ |
2800 * 750 * 1750 mm |
|
機械重量 |
800 kg |
のアプリケーションは何ですか タブレットブリスター包装機?
The materials used for tablet blister custom packaging machinery are mainly plastic sheets, substrate materials, heat seal coating materials and substrate printing inks.
1 .プラスチックシート材
医薬品の保護カバーパッケージングで一般的に使用される硬質プラスチックシートは、主にポリ塩化ビニル、ポリ塩化ビニリデン、およびいくつかの複合材料を含む。現在最大の塗布体積はpvc硬質膜である。
医薬品包装のPVCシートは、樹脂に対して高い衛生的要件を有し、非毒性ポリ塩化ビニル樹脂、非毒性修飾剤及び非毒性熱安定剤を使用しなければならない。
ポリ塩化ビニリデンは,高分子密度,規則構造,高結晶度,極めて強い気密性,耐湿性,優れた耐油性,耐薬品性,耐溶剤性を有している。水蒸気及び二酸化炭素ガスは優れたバリア性を有している。同じ厚さの材料と比較して、ポリ塩化ビニリデンの酸素に対するバリア性は、ポリエチレンの1500倍、ポリプロピレン100倍、ポリエステル100倍である。したがって、ポリ塩化ビニリデン及びポリ塩化ビニリデン材料のシール性能、衝撃強さ、引張強さ及び耐久性は、医薬品又はブリスター包装の特別な要件を満たすことができる。医薬品ブリスター包装のための複合プラスチック硬質フィルムは、PVC / PVDC / PE、PVDC / OPP / PE、PVC / PEを含みます。包装は、バリア特性と光からの保護とプラスチック箔とアルミニウム箔/ PP / PET /アルミニウム箔/ PEのPET /複合材料のようなアルミニウム箔複合材料を必要とします。
2 .基板材料
不純物およびカプセルのためのブリスター包装基板は、被覆されたアルミニウム箔を通常使用する。アルミニウム箔は、純度99 %の電解アルミニウムからなる。アルミニウム箔は、非毒性で無味な金属結晶構造を有し、優れた遮光性を有する。それは非常に高い耐湿性、ガスバリアと味保持を持って、効果的に包装されたオブジェクトを保護することができて、製薬ブリスター包装で広く使われます。基板の表面は清浄で光沢があり、良好な印刷性を有し、ヒートシールコーティングは溶融した後、基板とブリスターを強固に結合することができるように永久に埋設することができる。
3 .ヒートシール塗料
ヒートシールコーティングは、基板とブリスターとを両立させる必要がある。ヒートシール温度は比較的低くなければならない。ブレーキは、ブリスターフィルムを損なうことなくすぐに封をされることができます。単成分接着剤は、主に天然ゴム又は合成ゴム、ニトロセルロース及び樹脂エステルから構成される。それは非乾燥およびホットメルトであり、ある結合強度を有する。サブ接着剤は主にポリウレタン接着剤であり,高温・低温耐性,中型侵食抵抗性,高い挿入力などの特性を有し,種々の材料を同時に接合することができる。他の一般的に使用されるヒートシール塗料は、光沢、透明性及び熱シール性を有する可溶性ビニル樹脂及び耐水性アクリル樹脂である。
4 .印刷インキ
医薬品ブリスター包装基板のアルミホイルの印刷プロセスと医薬包装の特別な要求を考慮すると、その印刷インキは、アルミホイルに代用しなければならず、印刷されたテキストパターンは、明確であり、溶媒の解放は良好であり、耐熱性は良好である。そして、摩擦は優れています、光沢はよいです、顔料は無毒でなければなりません、そして、それは包装された薬を汚染しません。実用的な粘度は、アルミ箔印刷の技術的要件を満たす必要があります。合計出力基板のアルミホイル印刷インキは主に2つのカテゴリに分かれています:*カテゴリは、アルコール可溶性ポリアミドインクです。ポリアミド樹脂は、あらゆる種類の材料、特に印刷フィルムに適した配向性を有し、良好な分散性、光沢性、柔らかさ、耐摩耗性、良好な溶剤放出性、印刷性に加え、LDPE、CPPを備えていることが多い。特殊プラスチックフィルム処理後のOPP及び他の表面印刷グラビア印刷インキインクは、良い光沢、広いアプリケーション、アンチブロッキングと簡単な乾燥の特徴を持ちます。エチレンエチレン共重合体樹脂ジエン酸樹脂は、アルミ箔用の主な特殊インキである。明るい色,高濃度,アルミ箔による交換が特徴である。特に強い透明性があり,優れた金属光沢再現性を有する。アルミニウム箔表面印刷の必要性を満たすために混合溶媒の組成を調整することによって、より多くのアルミホイル印刷が基板上に積層される。
Automatic tablet blister packing machine include DPP-140F tablet blister packing machine,DPP-250DⅡtablet alu alu blister packing machine,DPP-260H tablet blister packing machine.
以下はマシンパラメータです。
|
パンチ頻度 |
ALU PVCの20 - 30回/分 |
|
容量 |
100 - 200ブリスターパック/分(標準ブリスターパックサイズに応じて:80 * 57 mm) |
|
ストローク |
標準タイプ:<120 mm(特殊サイズをカスタマイズすることができます)サーボモータドラッグ180 mmに達することができます |
|
フォーメーションエリア |
240 * 120 mm |
|
成形深さ |
12 mm(特別なサイズをカスタマイズすることができます) |
|
包装材料 |
PVC / PVDC / PET : 260 * 0.25 ( 0.15 - 0.5 ) mm PTPアルミ箔:260 * 02 mm |
|
電源 |
3段階380 V 50 Hz 5.7 kW(カスタマイズ可能) |
|
空気圧縮機 |
0.5 - 0.7 MPa、気流、0.38 m 3 / min |
|
マシンサイズ |
4200 * 650 * 1700 mm |
|
機械重量 |
1800 kg |
特集
PLC +タッチスクリーンコントロールシステム
メインモータは周波数変換器を備えている
モジュラーワークステーションは、ワークステーションの調整を簡単かつ簡単になります
非常停止機能:緊急停止が押されると、機械は安全に停止し、マシンコントロールをリセットするだけで再起動することができます。
採用写真セルコントロール。
PLC制御。
gmp標準準拠
CE証明書で
よくある質問
1 .タブレットブリスター包装機は何ですか?
2 . 錠剤ブリスター包装の利点は何か?
3 .タブレットブリスター包装機械を操作する方法?
4 .どのようなアルル包装ですか?
1.何 タブレット ブリスター包装機?
ブリスター包装機の原理と応用
ブリスター包装機は、プラスチックフィルム又はシートを用いて水疱を形成する機械(ブリスター包装機)とも呼ばれ、熱シール及び接合によりブリスターと配線との間で製品を封止する。ブリスター成形機とヒートシール機がある。食品包装業界における医薬品包装業界の動向
ブリスターパックには、ブリスターパックやトレイなどがあり、包装品の形状によって形状が異なり、有用な基板や基板を持たないものが多く、ブリスター包装機の種類が多く、ブリスターパックには様々な包装方法がある。そして、ブリスター包装の基本原則は大体同じです、そして、その典型的なプロセスはそうです:
プラスチックシート加熱→フィルム成形→充填製品→基板被覆→ヒートシーリング→トリミングトリミング
上記の処理を完了するには、手動操作、半自動操作、自動操作を3つの方法で使用できます。
医薬品のブリスター包装の生産量は相対的に固定され、安全性と衛生性を必要とするので、生産のための自動包装ラインを使用することは適切である。包装工程の完了に加えて、印刷、取扱説明書、カートン化等は、自動化作業中にも必要である。
(a)ロールのプラスチックシートを展開して前方に搬送する。
(b)圧潰、加熱及び軟化、及び型に圧縮成形(圧縮空気を使用する)又は吸引成形(真空を使用)することにより製造される水膨れ;
(c)自動送り機構を有する製品の充填;
(d)ブリスター成形の品質及び充填性が満たされているかどうかをチェックする。未修飾の製品が発見されるときに、スクラップ信号はメモリーデバイスに送られる。パンチ処理が完了した後、スクラップは自動的に拒否される
(e)リール支持材料が充填ブリスターを覆う。
(f)プレート又はローラヒートシール材と共にブリスター及び基板を封止する;
( g )バッチ番号と日付を基板の裏面に印刷する
(h)ダイカット実装ユニット廃棄物の除去装置は、フラッシング処理が終了した後、メモリ装置に記憶された信号に従って廃棄物を廃棄する。
(J)パッキング命令、ボックス、および販売パッケージ。
2 . 錠剤ブリスター包装の利点は何か?
タブレットブリスター包装の主な利点の一つは、消費者が購入するものを見ることができるということです。製品のほぼすべての側面は、買い手に公開することができます。しかし、プラスチックや段ボールは損傷から製品を保護することができます。また、パッケージにはいくつかの盗難防止機能が含まれます。ブリスター包装は、会社が彼らを買うかもしれない人々に彼らの製品を示すすばらしい方法を提供します。しかし、同時に、製品はまだ安全です。多くの包装会社は、これと他の方法で製品をパッケージ化することができます。あなたの製品を表示したい場合は、すぐに当社の会社に相談してください、当社のお客様の質問に答えるための専門スタッフがあります。
AndTabletブリスターパックは、他のほとんどのプラスチック包装技術として作るために複雑ではありません、それらを生産するコストは、他よりわずかに低いです。ブリスター包装の生産の間、パックの多数は、さまざまな項目を含むために直ちに生産されることができる
3 .タブレットブリスター包装機械を操作する方法?
1)電源が点灯されるとき、緑のインジケータ・ライトはオンである。そして、上下のフォーミングおよびヒート・シーリングの2つの加熱開閉器はそれぞれ「オン」ポジションに向けられる。ワークベンチは、最初に、温度コントローラは、成形温度を制御し、設定温度はそれぞれ90 C・100 C・cmである。コントローラはヒートシールされ、温度は120 C〜140 C・・・上下に予め設定されており、成形及びヒートシール温度コントローラの設定温度は特定の状況に応じて決定される。
2 )供給ローラ上の加圧ブロックを下にして、形成された加熱板の温度を適所に置き、その後、ホストを回す。まず、プラスチックPVCを形成する。成形用アイレットは、ヒートシール金型の孔位置に適合する。なお、ヒートシールモールドベースはハンドルを使用してヒートシールモールドを下げてアルミ箔を押圧する。アルミ箔は打ち抜きになる。プラスチック(マシンボードのPVC表面と呼ばれる)が左右にシフトしたかどうかを確認します。偏差がある場合は、開始ローラーの調整を開始方向を調整します。
3)アルミ箔が側から側面に偏向する場合は、調整可能なノブのローラーシートのハンドホイールを調整することができます。前後の偏差を調整することができれば、キャビネットは動くことができる。
4)ヒートシール及びパンチが正常になった後、フィーダシャッタを適切に開き、薬剤(錠剤、カプセル、砂糖コーティング)が適量の供給室に入る。不足している粒子が少ない場合は、手動でいっぱいにすることができます。パーティクルを補充する際の最初の注意:ローラー圧力ローラーローリングの手とフックは、アルミ箔を破る。また、形成されたアイレットは加圧ローラの端に達し、粒が不足している。塗りつぶしてはいけません。穴の位置は許されません。薬が入ると、同期がより深刻に影響を受けます。アルミ箔が粘着性の金型に密封されているときは、簡単にセット機で加工しなければならない。
5)薬剤の重量が増加することにより、アルミ箔の引っ張り力や機械温度の徐変が変化し、成形及びヒートシールが同期して外れてしまうことがある。最初にプラスチックPVCとアルミホイルが陰影をつけられるかどうかチェックしてください、そして、調整するためにオンボード罰金調整メカニズムを使ってください。微調整機構は、調整距離または箱の前後のため、型を前後に調節する。したがって、それは前進する前に、そして、後退する前に中立のポジションに置かれなければなりません。フロントボックスの動きで調整できます。正しい動きの後、セクションは10以上のバージョンを待った後に正しいはずです。ランダムな調整。6 .プラスチックアルミニウム箔の熱密封性(均一接着性,硬さ,平坦性)は,温度,圧力,エンボス基板の平坦性によって証明される。熱シールが乏しい場合には、温度は概して適切であり、一般的には温度が若干低く、温度が調整される。最も調整されたスクリュー圧力。
7)パンチのオフセット、カットパターンでオフセット、ハンド調整ボックス本体を停止して移動し、金型を調整して移動できます。
8 )日常の操作知識では、操作のための機械の構造原理を理解しなければなりません。ジャックロッドのローラはカム、上下ストロークで駆動され、上カバーテンプレートの位置は固定され、ブリスターは不良状態である。下型ダイまたはヒートシールに注意してください。上死点でコラムナットを締める。注意しないと、誤動作しやすく、ジャッキのローラーニードルがはまります。
4 .どのようなアルル包装ですか?
AU - ALU 10 * 10包装は、箱が10の棒(各々10のカプセルまたはカプセルで各々)を持つことを意味します。Alu - Aluパッケージは、包装のより高いおよびより低いアスペクトの箔の使用を意味する。ボックスに100種類の投与量があります。これは、製品や用量の種類に応じて異なる必要があります別の製品や用量の種類の特定の症状も非常に異なる、ここでは単純な例です













