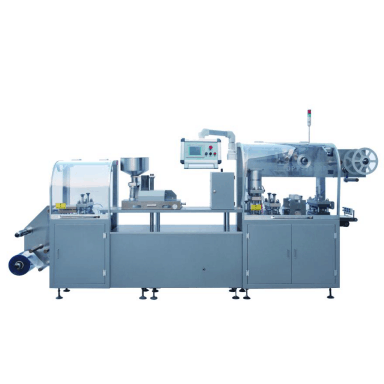
ブリスター包装機の日常メンテナンスのための技術的要件は、主に6つの主要点に分けられる。
1)各シフト後,アルミ‐プラスチック包装機をクリーンアップする必要がある。清掃すべきパーツは、下のアニモックスプレート、成形プレート、パンチングナイフ等、各種可動部を含む。
(2)1週間に1回のオイル注入を行い、各可動部のガイドシャフトにオイルを注入し、各ワークステーション、フィードガイドシャフトを4本のガイドシャフトから打ち抜くとともに、下側の加熱プレートに4本のガイドシャフトを有する。オイル製品は、食品グレードの特殊な潤滑剤とカルシウムベースの油脂を使用しています(伝動部の同期歯形ベルトは油を充填することから禁止され、スプロケット部分はカルシウムベースの油脂で満たされている)。
3)3か月毎のメンテナンスは,ブリスター包装機の可動部分がスムーズに移動し,ジャムしないかどうかをチェックし,ベアリングが破損しているかどうかをチェックし,金型を損傷しない,スタックリードを破損する。
(4)アルミニウムプラスチックブリスター包装機の包括的オーバーホール及び装置の異常部分の再調整を含め,毎年内部オーバーホールを行う。着用パーツを交換します。着用パーツは機器マニュアルを参照ください。
(5)運転手順は設備の正常運転を確実にし,耐用年数を増加させることである。それは標準的で統一使用プロセスガイドです。
( 6 )操作に関する注意
機器の操作中、操作者は、PVCを停止したときのみ、PVCを手で操作して牽引しないようにしなければならない
PVCは、PVCが動いていて、止まるとき、ガイド車輪でPVCを引っ張りません。
Debug automatic blister packing machine start-up operation steps and principle description
(1)PVCを再度チェックし、アルミ箔を設置条件に合わせて設置し、各可動部に異物がなく、プラットホーム上のPVC上に異物がないことを確実にし、操作パネル上の赤色インジケータライトは点灯しない。
(2)メインモータのボタンを押すと、メインモータは緑色光が点灯していることを示し、5〜7秒待っている(この時点では、各ジョブは完全に開放されており、このとき移動しないので、移動フィードエアクランプは最寄りの端にある。
(3)ランボタンを押して緑色光が点灯していることを示す。このとき、各ワークステーションは不活性のままである。可動エアクランプは前進する。可動エアクランプは、PVCを駆動して加熱板を通過させる。pvcはiで加熱され,成形ステーションに達する。リモート。成形ステーションは完全に閉じられ、PVCは圧縮され、マイクロスイッチで信号が与えられ、ソレノイドバルブが作動し、圧縮空気が与えられる。
(4)前方にPVCを駆動し続けるためにエアクランプを動かす。最初の成形ブリスターがヒートシーリングボードに達すると、カウンターに表示される番号を見てください。この番号は、サイクルのステップ数です。
(5)エアークランプを移動して再びPVCを駆動し、パンチングナイフに到達する。パンチングステーションのクローズドメディカルボードがパンチアウトされます。薬のプレートを抜いた後、その前面、背面、左、右の位置は対称的である必要があります。残りの廃棄物は廃棄物のモーターによって駆動され、廃棄物収集ステーションの周りに包まれる。この時点で、装置は完全な運動サイクルを完了し、装置は連続的に運転状態で断続的にこのプロセスを完了する。
(6)装置の送り機構が最遠端にあるときは、STOPボタンを押して、緑色表示灯を点灯する。最も遠い端は、エアクランプをねじエゼクタから最も遠い位置に移動させることを指す。デバイスは固定小数点で停止します。固定小数点位置は、信号軸によって制御され、各ワークステーションは、最大位置に完全に開放され、給電機構は、最近接端に戻る。
7)cmp要件を満たす環境・装置をクリーンアップする。薬ホッパーや布トレイに薬を入れ、ユニバーサルフィーダを下に置き、ユニバーサルフィーダスイッチをオンにし、ユニバーサルフィーダ垂直ブラシとローラーブラシを通常回転させる。ランボタンを押すと、ブリスター包装機が起動し、アライメントが正しいことを確認するための操作期間を待つ。そして、揺動スイッチを動かして振動板を形成し、ブリスター形成装置内の薬剤を振動させて通常の生産・走行状態に入る。









